铝板卷,通常称为 铝卷.经过轧制、拉伸弯曲和矫直后,由铸造和轧机加工而成。剪切用铝金属产品之一。铝卷的加工工艺有很多种,常见的有切割、压铸、焊接、拉伸等。广泛应用于电子机械、包装、建筑工程、设备等领域。本文将从铝加工技术入手,详细介绍铝板卷的制造工艺:
2 铝板卷主要生产线
铝板卷的 DC(直流)和 CC(连铸连轧)生产线是两种常见的铝板卷生产工艺,它们各有特点和适用场景。以下是它们的详细介绍:
DC(直流)生产线:直流生产线利用铝锭经电解精炼得到的铝液,通过连铸机连续浇铸成铝板卷原料,再经过热轧、冷轧等工序加工而成。直流工艺轧制的铝板卷的化学成分和物理性能具有良好的稳定性和一致性,表面质量好,亮度高,弯曲和拉伸性能强,适用于需要大尺寸卷材的项目。
CC(连铸连轧)生产线:CC 生产线是将铝液倒入连铸机,迅速凝固成铝板坯,然后通过连轧机进行加热和冷轧。CC 工艺生产过程连续,生产效率高,铝板卷供应能力强。其显微组织致密、晶粒细小、强度高,可满足对高强度材料的需求。同时,生产成本相对较低,适合批量生产和大规模加工。它可以生产更薄的铝板卷,常用规格从 0.2 毫米到 6 毫米不等,适用于需要薄板的轻工业领域。
铝板卷生产详解:
铝合金冷轧一般分为:熔铸-热轧-冷轧-精轧。
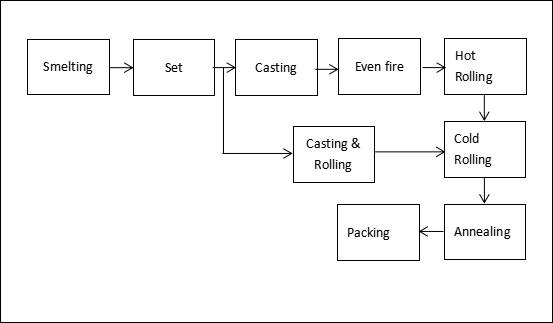
熔模铸造 是制造出成分符合要求、熔体纯度高的合金。熔炼时设定炉温一般为1050℃,控制金属温度不超过770℃;在735℃左右进行排渣操作,方便渣液分离,精炼一般采用二次精炼的方式,一次精炼加固体精炼剂,彻底精炼采用气体精炼法,倒炉静置一般30Min-1h需及时浇铸,否则需重新精炼。在铸造过程中还应不断加入Al-Ti-B丝,用于细化晶粒。
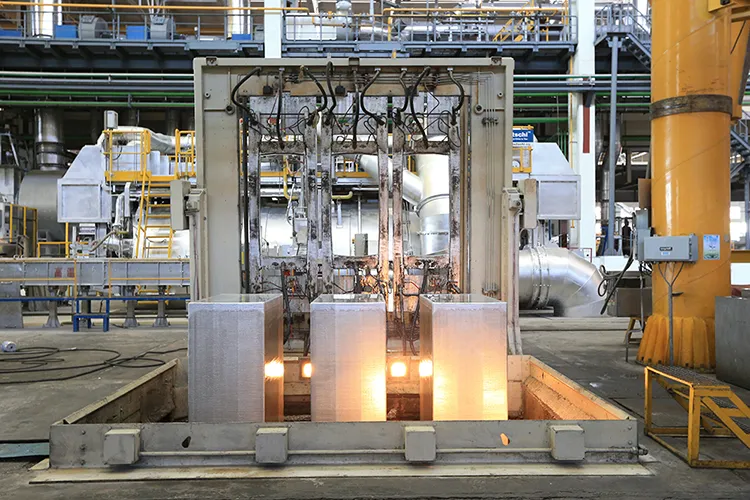
热轧 指高于金属再结晶温度的轧制。其工艺流程一般为:铸锭--铣削--加热--热轧--热精整--卸卷。轧制是为了便于热轧过程,加热是为了提供软化组织,温度一般在 470℃-520℃之间,加热时间在 10h-15h 之间,否则可能会过熟、组织粗大。热轧可以改善金属和合金的工艺性能,减少或消除铸造缺陷。

其中,在铸造和轧制时,温度一般在 680°C-700°C 之间。铸轧过程中需要严格控制前箱液位,防止液位过低。铸轧生产的产品表面质量一般相对较低,一般不能满足有特殊性能要求的产品。

冷轧 是指在再结晶温度以下的轧制生产方式,轧制过程中不会出现动态再结晶,温度上升到恢复温度时,冷轧出现加工硬化状态,加工硬化率较大。冷轧卷具有尺寸精度高、表面质量好、组织和性能均匀等特点,经热处理可获得各种状态的产品。冷轧还可以轧制出薄带材,同时存在变形能耗大和加工通道多的缺点。

F老化 是使冷轧板满足客户的加工要求,便于后续加工。精整设备可以纠正热轧和冷轧生产过程中产生的缺陷,如裂边、油污、板形不良、残余应力等。精整工序涉及的设备很多,主要有横切机、纵剪机、弯曲矫直机、退火炉、纵剪机等。可确保卷材、板材无毛刺、堆放整齐、表面质量好、板形美观等。
这道工序最重要的是拉弯和退火,拉弯是通过拉伸矫直来获得良好的板材形状,避免在热轧、冷轧过程中,因为温度过高,使板材变形。 欠压速率在冷却过程中,对纵向不均匀延伸和缺陷材料造成的内应力控制不当。

退火的目的是消除冷轧硬化,获得客户要求的机械性能。退火方法采用温差退火或恒温退火,一般保温时间越长,产品的规定非比例延伸强度越好,同时,随着温度的升高,抗拉强度和屈服强度不断下降。

YSA 是领先的专业铝卷供应商,提供铝卷切割、彩涂、氧化等加工服务。凭借 23 年的生产加工经验和专业知识,我们坚持为客户提供一切帮助。如果您正在寻找一家可靠的供应商来满足您的铝卷需求,请 联系 今天就向永盛询价!
常见问题:
铝线圈的尺寸是多少?
铝板卷的常见厚度范围为 0.2 毫米至 6 毫米,甚至更大。铝卷的宽度由用途决定,从几厘米到几米不等。例如,建筑用铝卷的常见宽度为 1,200 毫米或 1,500 毫米。
铝进入人体是否安全?
铝是一种天然存在于环境中的元素,常用于各种产品,包括炊具、食品包装、抗酸剂和化妆品。它还被用作某些疫苗的佐剂,以增强免疫反应。这些直接作用于人体的铝产品一般都经过严格的安全测试,并受到美国食品药品管理局(FDA)和欧洲食品安全局(EFSA)等组织的监管,是安全无害的。

